24小时服务热线:
153-1182-6627
2020-05-29 来源:鑫海矿业 (1252次浏览)
温馨提示: 如果你想了解更多信息(如产品价格、参数、规格及处理能力等),请联系我们的客服。
 24小时服务热线:
153-1182-6627
24小时服务热线:
153-1182-6627
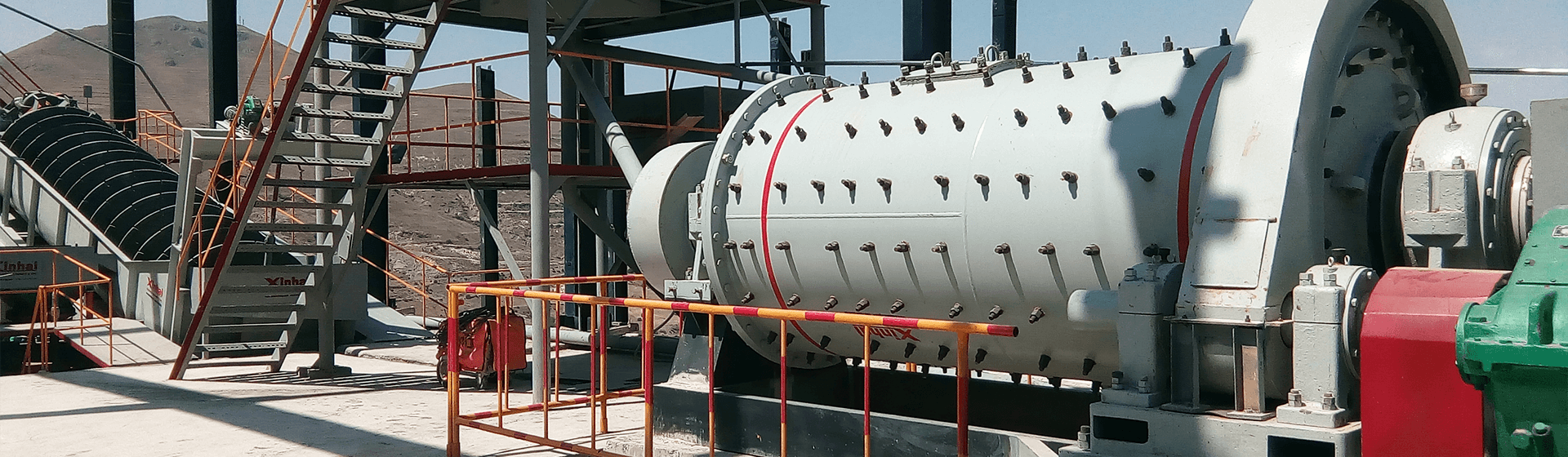
泡沫浮选法已经成为世界上选别矿物原料的主要方法之一,浮选机是浮选过程中的重要设备,浮选设备可分为两类,即机械式浮选设备、浮选柱和反应器/分离器式浮选设备。但目前机械式浮选机设备应用较广,而叶轮系统是机械搅拌式浮选机的重要工作元件之一,是过流部件的心脏,它由盖板和中间的叶片及定子组成。根据液体从叶轮流出的方向,浮选机叶轮可分为离心式、混流式和轴流式三种形式。

然而由于长期接触药剂以及矿浆的冲蚀,叶轮成为浮选机的易损件之一,这会使浮选机本身的一些重要参数发生变化,如叶轮与定子、定子与盖板间的间隙增大,影响浮选机的充气量和充气均匀度,恶化浮选效果,并且会增加设备的维修量。因此了解浮选机叶轮磨损原因及预防方法十分有必要。
掺混在矿浆中的固体颗粒对过流表面进行冲击,致使材料表面依次出现弹性变形和塑性变形,经过固体颗粒的反复冲击,使材料发生疲劳破坏造成表面材料的脱落。磨损轻微时有集中的沿流动方向的划痕和麻点;磨损严重时表面呈波纹状或沟槽装痕迹,磨损剧烈时可使部件穿孔,成块崩落。
叶轮旋转排除矿浆会形成气压,产生气泡。气泡的产生主要有三个途径:叶轮旋转排出矿浆形成鱼压,吸入空气,形成气泡;负压区内溶解于矿浆中的空气析出形成气泡。气泡形成后随矿浆运动,接触到叶轮内壁处的气泡由于压力升高而溃灭,于是形成向壁的微射流。此微射流在极短的时间内就完成对材料表面的定向冲击,所产生的力相当于“水锤”的作用。

金属表面因受冲击逐渐疲劳剥落,造成材料的损失。矿浆中的固体颗粒受气蚀带动,冲击金属表面,这种破坏既有微射流的冲击,又有固体颗粒的冲击,是气蚀磨损与冲击磨损的联合作用。
考虑磨损,一般叶片进口边的厚度采用较大值。对于浮选入料这种磨蚀性较强的介质,采用较小的叶片出口角可以尽量减少颗粒碰撞叶片工作面,叶片出口角度一般选取30°-40°。
为减轻磨损,增大叶片出口宽度,这样一方面降低了叶轮出口处的相对速度,减小叶轮磨损,另一方面减小了叶轮出口处的射流——尾流效应,使出口矿浆流速分布均匀。
浮选机叶片数一般取4~7片。较少叶片数可减轻叶轮进口处拥挤现象,从而减轻泵的磨损。
矿浆中固体颗粒粒度和硬度是影响叶轮材料磨损行为的重要因素。颗粒粒度增大、硬度增大均会导致冲蚀粒度不断上升。因此在浮选机日常工作过程中,应严格控制浮选入料的粒度,避免“跑粗”情况,以达到减轻浮选机叶轮磨损的目的。

以上便是浮选机叶轮磨损的原因及减少磨损发生的措施,除改变浮选机叶轮装置的各项参数以及入料粒度外,浮选机叶轮本身质量优良也是增加浮选机叶轮寿命的重要因素。建议选择具有整体选厂资质的浮选机设备生产厂家购买浮选机,在保证浮选机质量的同时选择更加符合选矿厂规模的设备,从而降低选矿成本,提高投资回报率。
内容版权归鑫海矿业所有
未经许可不可擅自使用如需转载文章
请联系我们授权
侵权必究!
氰化法是金矿选矿主要方法之一。通常,氰化法可分为搅拌氰化和渗滤氰化两大类。其中,搅拌氰化主要用于处理浮选金精矿,或全泥氰化;而渗滤氰化则主要处理低品位含金氧化矿石。与此同时,针对氰化钠的使用弊端及当前的环保要求,科研人员成功研发出了一种无毒浸金药剂取代氰化钠药剂用于氰化提金,使用方法与氰化钠的使用方法相同,但其回收更快,浸出率更高,成本更低。
质量是企业生存发展的核心,20余年来,鑫海矿业始终探寻高质量服务之路,以用户为中心,不断改进创新,提供高品质服务和产品,并建立起一套完善的质量管理体系,努力满足并力争超越顾客的期待。

版权所有:©山东鑫海矿业集团股份有限公司 2020 鲁ICP备09086270号-94
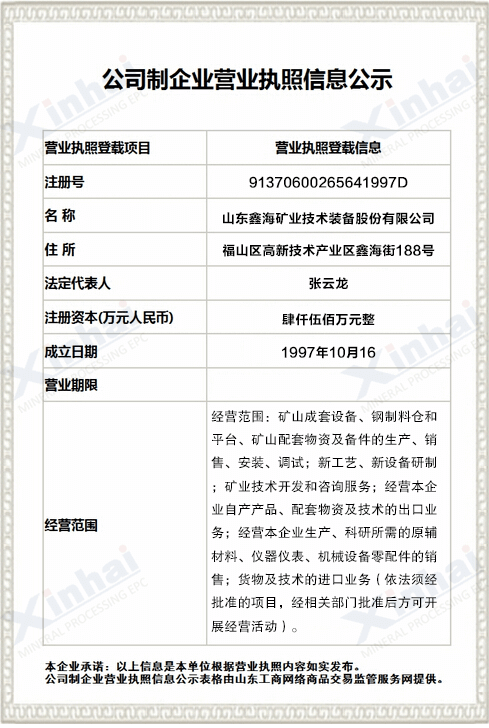
营业执照信息公示
 鲁公网安备 37061102001242号
鲁公网安备 37061102001242号